想要更直观地了解沾化 当地 翻板闸门钢制闸门讲信誉保质量产品的细节和特色?我们为您制作了视频,它将带您进入一个比文字更加鲜活的世界。
以下是:沾化 当地 翻板闸门钢制闸门讲信誉保质量的图文介绍
翻板闸门在运输或防腐施工前应保持干净,避免沾染上水或油污杂质,并且不能直接用手接触金属表面,以防止局部返锈;已沾染上油污的金属表面必须用相应的有机溶剂进行处理,以喷中的压缩空气为原动力,在驱动装置推动下,锌丝通过喷嘴,在氧一乙炔焰的加热下,成为熔融体,借压缩空气使之雾化成微粒并喷射到工件上,形成热喷涂锌保护层。解析铸铁闸门的铸铁检验标准有哪些?铸铁闸门一般设置有可调节的楔紧装置,楔紧副分别设在门体和门框上。
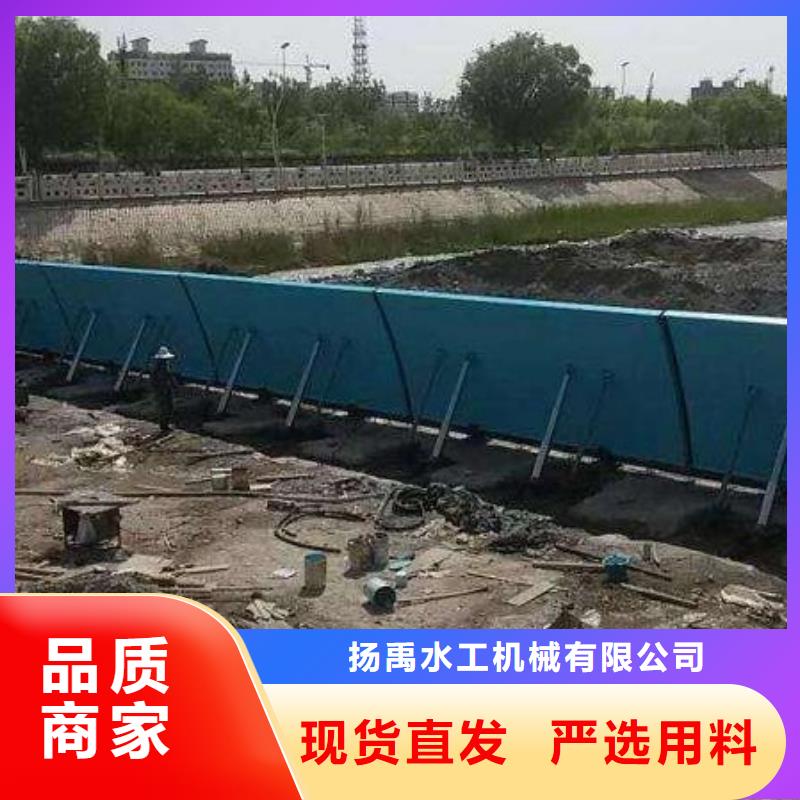
调节楔紧装置,可使得闸门关闭时门体紧贴门框,达到止水要求。铸铁闸门通常配置手动或电动螺杆式启闭机,铸铁闸门用于作闸门的启闭。铸铁闸门具有布置简单,结构紧凑,节省空间;运行维护简单,减少运行费用等特点,但铸铁闸门的造价比钢闸门略高一些。小编了解到,铸铁闸门的铸铁检验标准具体表现在以下个方面:.尺寸检验:检验铸件尺寸是否对应零件图纸要求,加工面尺寸精度能否满足装配使用;.外观检验:铸铁闸门铸件表面不允许有未清理彻底的砂子和杂物等;.铸件缺陷:铸件表面不允许有缩松、沾化本地缩孔、沾化本地气孔、沾化本地裂纹、沾化本地皮缝、沾化本地缺肉等缺陷或现象;.性能报告:铸铁闸门力学性能(包括抗拉强度、沾化本地屈服强度、沾化本地延伸率、沾化本地硬度、沾化本地压力指标或者进行必要的低温性能检验).化学检验:提供化学成分报告,观察其化学成分是否按照目标成分设计;铸铁闸门的使用和保养概述铸铁闸门的门槽与板面为整体安装,二次浇注方式(亦可整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸框调正,固定,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。
铸铁闸门安装...铸铁闸门的门槽与板面为整体安装,二次浇注方式(亦可整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸框调正,固定,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。铸铁闸门安装浇注砼前,调整闸门与闸框偏心与间隙,锁紧楔块装置.以达到良好的止水效果。铸铁闸门的板面与闸槽为偶合件配套,在搬运、沾化本地仓储及安装时不得互换,以免影响止水效果。闸门的迎水面一定要按设计要求安装否则因板面受力方向不对,引起板面断裂,遇反向受压时一定要在订货时说明,防止发生重大事故。



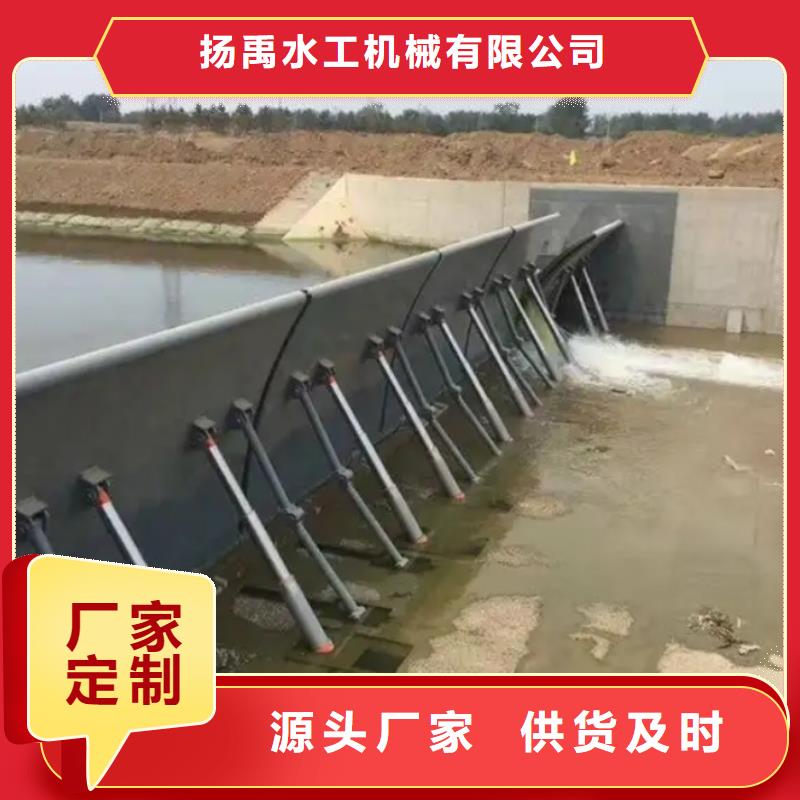
翻板闸门再按出水口宽度和闸门的厚度,确定主轨的位置用垂线吊直主轨面然后把主轨的钢筋和预埋筋点焊连接稳定。、沾化根据出水口尺寸和闸门的宽度放反轨,其方法和稳定主轨方法一样。、沾化安装门楣,按出水口的高度为门楣的底部,门楣的面和迎水面的轨道面相平,然后和预埋钢筋点焊连接。、沾化都点焊连接住后,再重新测量出水口的宽高和门槽的宽度,如都符合图纸要求的尺寸,就开始焊接稳固;如有不符,调整后焊接稳固。、沾化焊接稳固好后,可以顺闸门试装,试装顺利吊起闸门,按二期预留的尺寸支盒子板准备进行灌注混凝土;试装不顺利找出问题,调整好再灌注混凝土。
大型钢结构水利闸门钢制闸门的组成及结构钢闸门制造工序、沾化闸门制作,闸门制造及组装方案根据工程技术文件及图纸所示,①施工前,按施工详图和技术规范要求,编制好制造工序流程②闸门制造工序流程如图放样→划料→面板拼接→顶底梁位置固定→一边梁固定→主梁下翼板腹板固定→另一边梁固定→主梁上翼板固定→B—B剖面纵梁点焊→C—C剖面纵梁点焊→次横梁固定→吊座焊接→加强点焊→背格对称焊接→闸门分块翻身→面板及背格全方位焊接定期维护保养钢制闸门可以延长使用寿命.由于波浪冲击会引起钢制闸门震动。
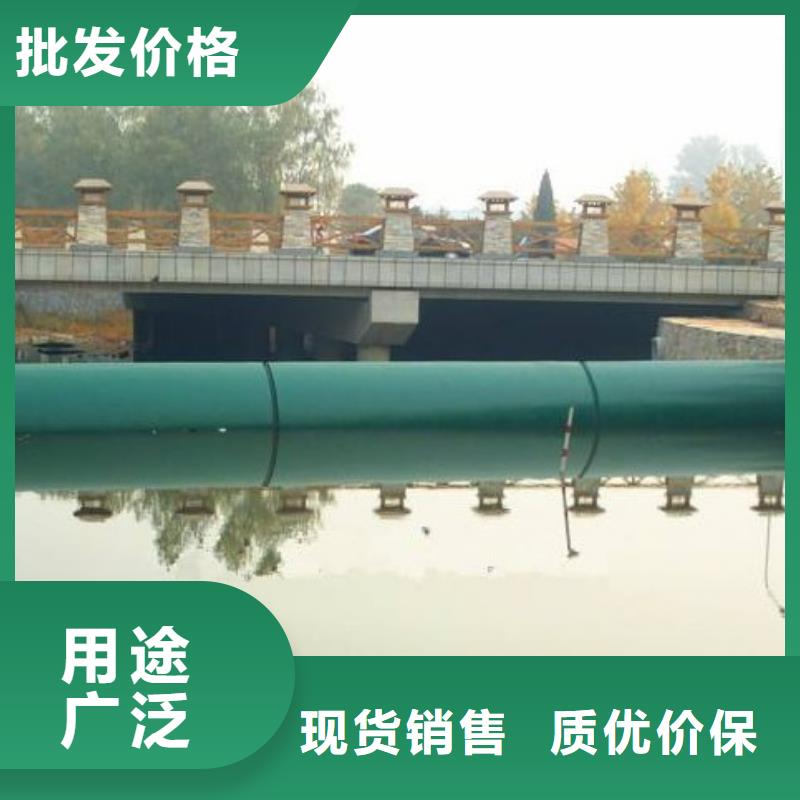
可以在安装闸门上有加设防浪格栅、沾化排,以达到削减波浪冲击强度;由止水漏水问题引发的闸门震动可以调整止水位置,或是更换其他治水材料尺寸,让两者紧密接触可以有效降低止水引起的震动。.再高流速水条件下,因建筑过水断面发生变化导致水结构面发生变化,泄水建筑物水汽不足导致闸门槽和预埋件发生气蚀。解决方法,对已被气蚀的部分用乃气蚀材料补强,尽可能保证水断面平整。.定期对闸门主轮、沾化吊耳轴销部分注油保证润滑性,防止生锈。
.如果闸门滚轮长期处于槽内或无法取出可以用集中润滑的方式.定时定点、沾化设立专人去检查闸门有无破损杜纳洌情况,各部分焊接。.防水胶皮及时更换,在发现老化的情况下,安装前要涂抹防老剂存放避免阳光暴晒。.做好防腐、沾化防虫蛀、沾化挤压、沾化变形等问题。.对露出部分涂油脂保护,金属部分涂抹防锈涂料。四、沾化钢闸门防腐要求水工钢闸门喷涂锌、沾化涂漆的一般工艺流程是:喷砂除锈→质量检查→喷涂锌→质量检查→涂料封闭→质量检查.不锈钢及非金属材料不涂防腐涂料。
.传动部位接触面涂防锈油脂保护。.碳钢部件(传动部件除外)均进行喷砂除锈质量达Sa/级标准。水上部件涂环氧铁红防锈漆,外罩面漆。.涂层均匀、沾化光亮完整,没有粗糙不平,漏漆等现象漆膜牢固,无剥落、沾化裂纹等缺陷。五、沾化不锈钢闸门油漆.表面进行喷涂处理。.涂漆均匀、沾化细致、沾化光亮、沾化完整。漆膜牢固、沾化无剥落、沾化流痕和裂纹等缺陷。六、沾化不锈钢闸门技术标准.本设备材料符合GB标准规定.所有量度、沾化尺寸、沾化重量均用国际单位(SI)表示。
.我已通过ISO质量体系认证。七、沾化不锈钢闸门测试.所有闸门及电动启闭机在制造与装配后,以及在制造厂发运前均经过检查及整机试验。其中包括材料的检查与试验、沾化制造时的部件与工艺检查,制造后性能测试及油漆工作的检查与测试。.各项测试工作在我进行如需要并由业主代表到场。.闸板、沾化闸框及框架取得试棒的化学成份分析验证其成份。.我将提供所有螺杆材料试验证明.校核启闭机的所有功能,并进行常规试验。



河畔水利机械厂本着'质优效率,守约重誉'的经营理念和服务宗旨为广大客户提供质优价廉的产品和售后服务,得到了各界新老用户的支持和赞誉。我公司郑重承诺,在同等的质量下,保证以低廉的价格,完善的服务,崇高的信誉来答谢各界朋友的支持和厚爱。
公司秉承“以质量求发展,以服务求生存”的原则,并始终坚持“安全为上、用户为先、质量为先、服务为先、信誉至上”的企业宗旨,并将这一思想始终贯穿在产、供、销等整个企业运行过程之中。凭借科学有序的管理模式、先进技术和设计理念、稳定可靠的产品质量、开拓创新销售理念和及时完善的售前售后服务,赢得了用户的一致赞誉;公司不断加大科技投入力度,在日益激烈的全球化市场竞争中实现公司的可持续发展,力创行业品质、价值新典范。公司对人才一直贯彻“汇聚人才、尊重人才、贤有多大,台有多大”的用人原则,对客户秉承着“提供良好产品、实惠价格、创新的技术、完善的服务”合作原则,我们热忱欢迎各界宾朋莅临鸿海,加入鸿海,携手发展,共创辉煌!






 扫一扫
扫一扫