想要更直观地了解(鹿城)【当地】 焊管经验丰富品质可靠产品吗??产品视频,带你走进产品世界
以下是:(鹿城)【当地】 焊管经验丰富品质可靠的图文介绍
【当地】 焊管经验丰富品质可靠")
焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。 焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。直缝焊管生产工艺简单 ,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~ 100% ,租生产速度较低。因此,较小口径的焊管大都采用直缝焊,大加径焊管则大多采用螺旋焊。
【当地】 焊管经验丰富品质可靠")
【当地】 焊管经验丰富品质可靠")
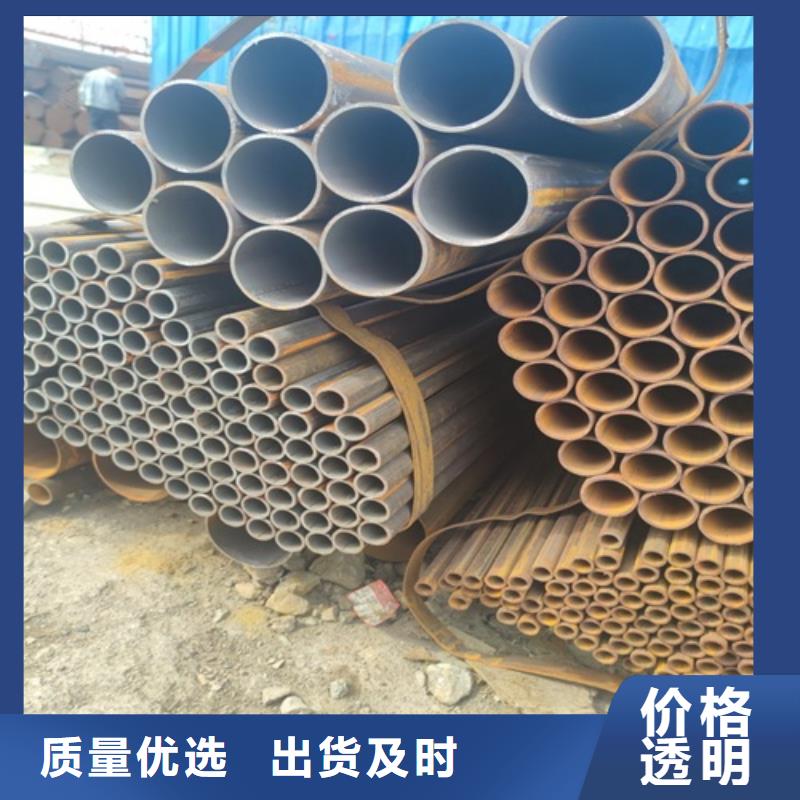
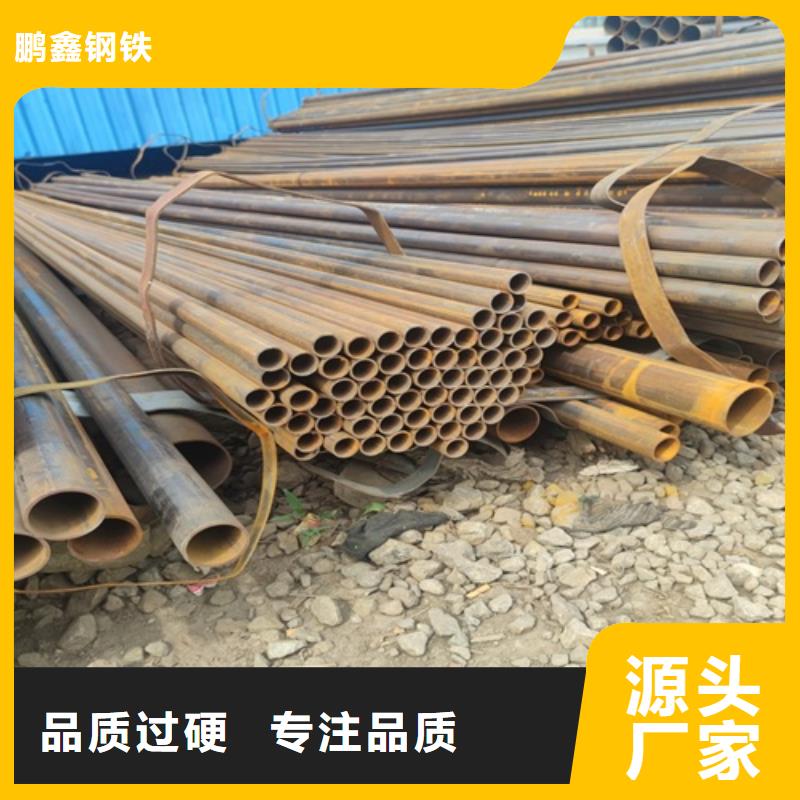
鹿城小口径薄壁焊管也称小口径焊接钢管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。小口径薄壁焊管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,小口径薄壁焊管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。 鹿城小口径薄壁焊管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为直缝焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。 鹿城小口径薄壁焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 补充:鹿城小口径薄壁焊管是用带钢焊接的,所以在原来它的地位没无缝管高。
【当地】 焊管经验丰富品质可靠")
【当地】 焊管经验丰富品质可靠")
【当地】 焊管经验丰富品质可靠")
鹿城高频焊管跟直缝焊管的区别? 一、性质不同 1、鹿城高频焊管:是热轧卷板经过成型机成型后,利用高频电流的集肤效应和邻近效应,使管坯边缘加热熔化,在挤压辊的作用下进行压力焊接来实现生产的产品。 2、鹿城直缝焊管:包括双面埋弧焊直缝焊管和高频电阻焊,高频电阻焊的英文简称erw,埋弧焊直缝钢管按其不同的成型方式又分为UOE、RBE、JCOE钢管等。 二、材质不同 1、鹿城高频焊管:高频电阻焊接的钢管,与普通焊管焊接工艺不一样,焊缝是由钢带本体的母材熔化而成,机械强度比一般焊管好。 2、鹿城直缝焊管:直缝焊管材质主要有,及等管线钢系列。直缝焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种。 三、特点不同 1、高频焊管:外表光洁、精度高、造价低焊缝余高小,有利3PE防腐涂层的包覆。高频焊管与埋弧焊管的焊接方式有显著的不同。由于焊接是在高速下瞬间完成,保证焊接质量的难度大大高于埋弧焊接方式。 2、直缝焊管:直缝焊管的长度主要分为定尺和不定尺,这主要根据客户的要求,长度一般在6-14米,大口径的直缝焊管可能需要两个钢板进行卷制这也形成了双焊缝。
【当地】 焊管经验丰富品质可靠")
【当地】 焊管经验丰富品质可靠")
【当地】 焊管经验丰富品质可靠")
鹏鑫钢铁有限公司位于山东聊城经济开发区武夷山路,是一家从事 鹿城无缝钢管、制造商与销售商,感谢您选用鹏鑫钢铁有限公司研发、生产的系列品牌产品,我们在服务上推行“全程服务”,即实行售前、售中和售后全过程服务,公司配有经过严格培训的技术人员,随时为消费者提供快捷、周到的服务。
【当地】 焊管经验丰富品质可靠")
【当地】 焊管经验丰富品质可靠")
Q345B焊管的安装和使用质量要求 一、Q345B焊管使用前的施工准备 管道沟应挖好,管道井砌砖完毕,需要的各种型号Q345B焊管到位,所需要的各种各样的工具,包括电焊机、切割机、电锤、磨光机等准备齐全,只有做好一系列的准备工作才能开始安装。 二、Q345B焊管的安装 根据图纸设计进行管道定位,根据现场情况预制管道支架,然后根据设计和现场进行下料,然后用磨光机磨坡口,再进行焊接。 三、使用质量要求 1、垂直安装的立管每米偏差应小于3毫米,水平安装的偏差应小于1毫米。 2、焊缝处不得焊接支管,弯曲处避免有焊缝。 3、要求焊缝平直,焊缝饱满,焊口表面无烧穿、裂纹。
【当地】 焊管经验丰富品质可靠")
【当地】 焊管经验丰富品质可靠")




 扫一扫
扫一扫