



 扫一扫
扫一扫

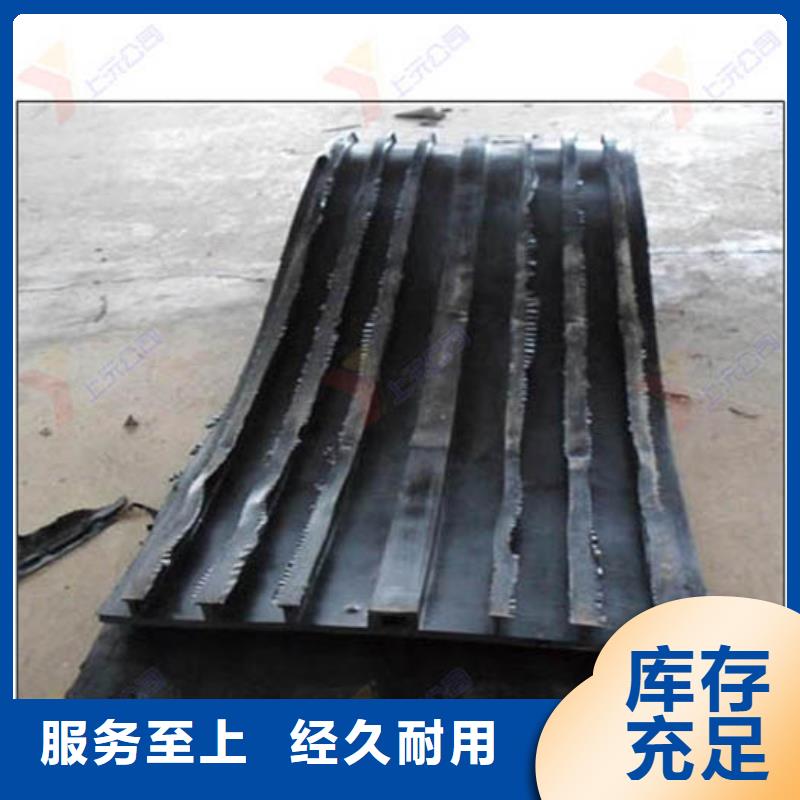
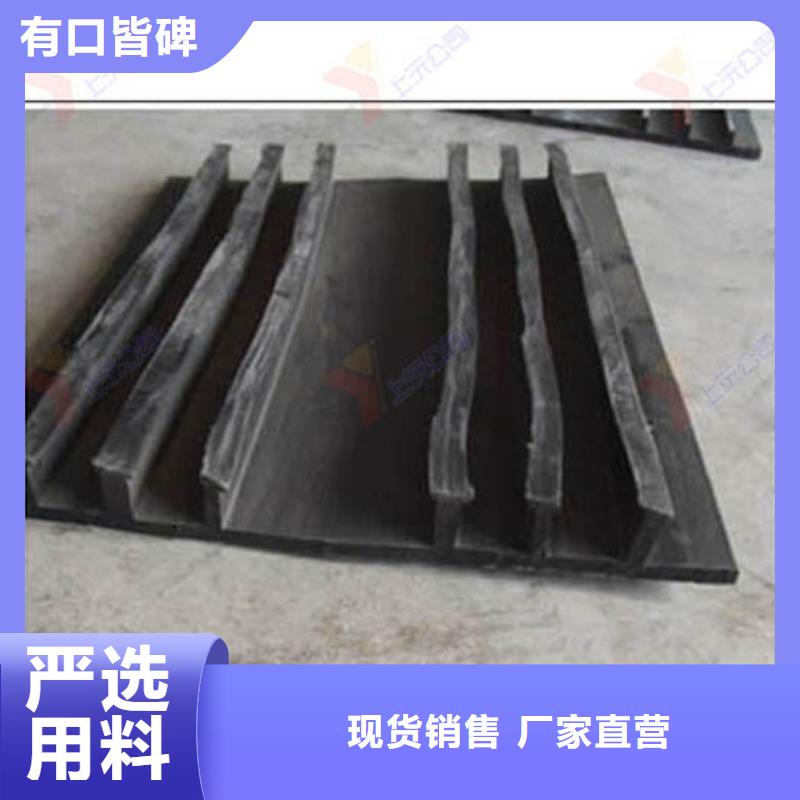
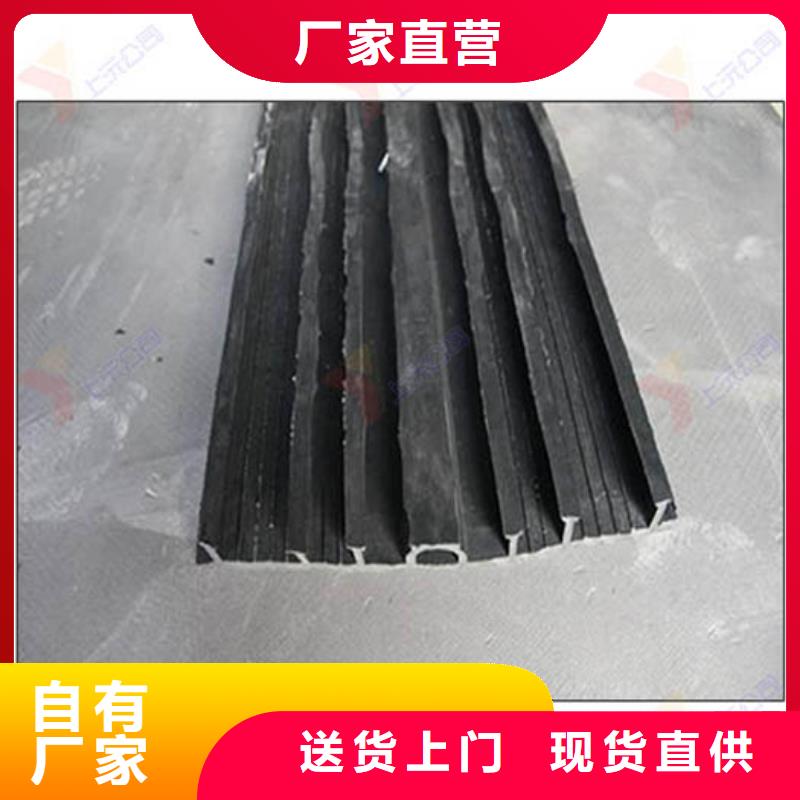
在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。

橡胶止水带万向转动支座选择大厂家省事省心")
多年天水球形钢支座行业经验源头工厂只为您提供更优质的产品
橡胶止水带万向转动支座选择大厂家省事省心")
天水球形钢支座材料严格筛选确保品质出厂经过多层质检
天水球形钢支座款式多样一站式采购多年贴心售后
橡胶止水带万向转动支座选择大厂家省事省心")
上沅工程技术有限公司秉承,品质、客户致上的服务宗旨。愿与客户永远站在同一战线,为客户提供好 天水球形钢支座、产品,尽大努力为客户结约成本。 客户永远是我们的贵人,是我们的朋友。上沅工程技术有限公司致力于客户关系建设,以诚实守信,合作负责赢得客户的赞赏。我们的成功归功于客户对我们的信任与选择;成就客户才能成就自己,感动自己才能感动客人。

橡胶止水带万向转动支座选择大厂家省事省心")
橡胶止水带万向转动支座选择大厂家省事省心")
橡胶止水带万向转动支座选择大厂家省事省心")
橡胶止水带万向转动支座选择大厂家省事省心")
橡胶止水带万向转动支座选择大厂家省事省心")


技术支持:cnwbgg.com